



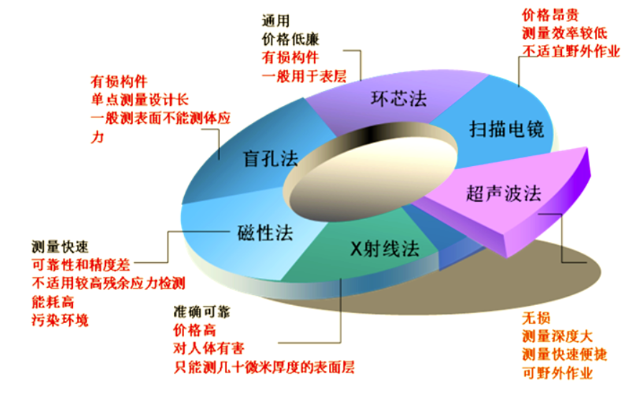
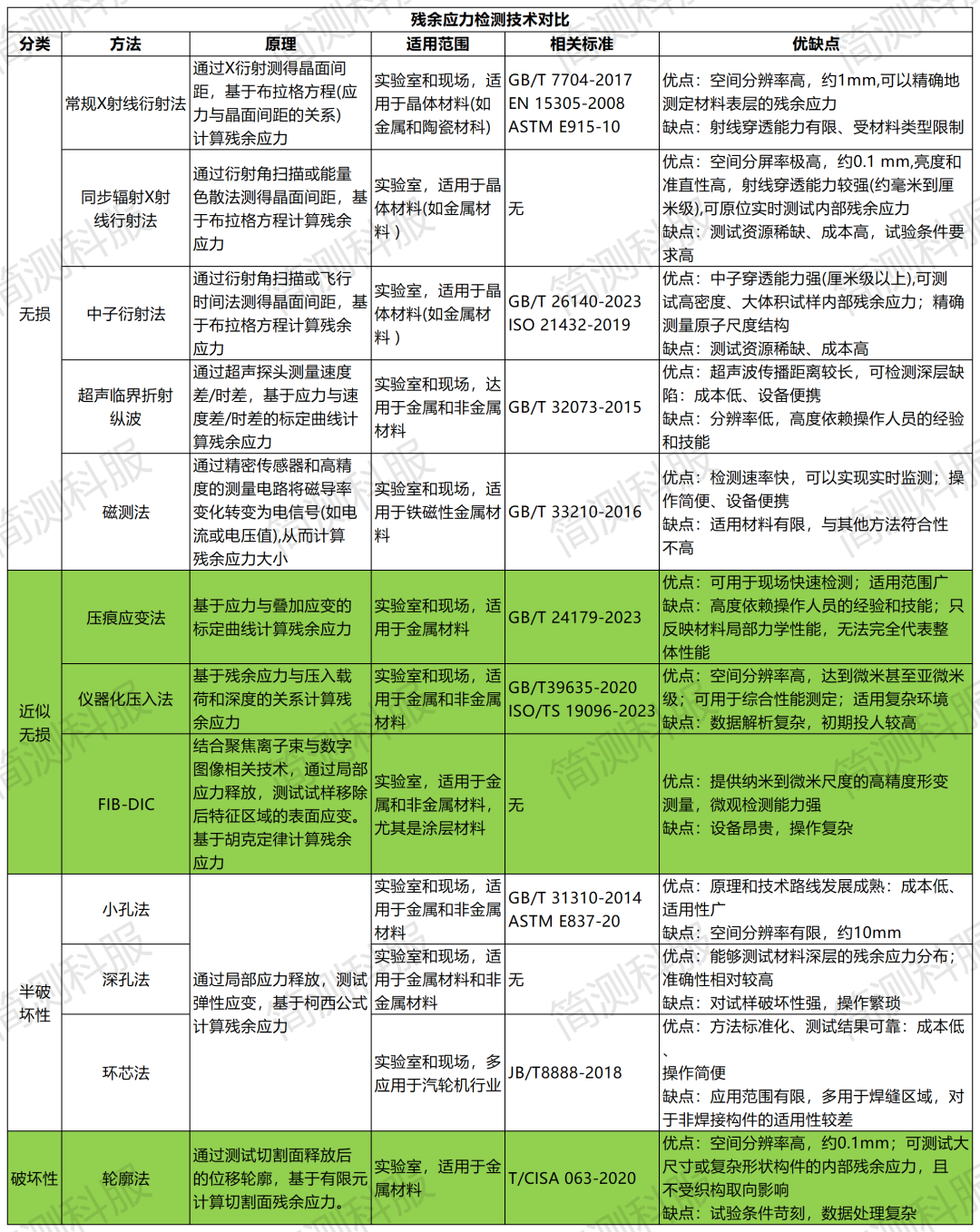
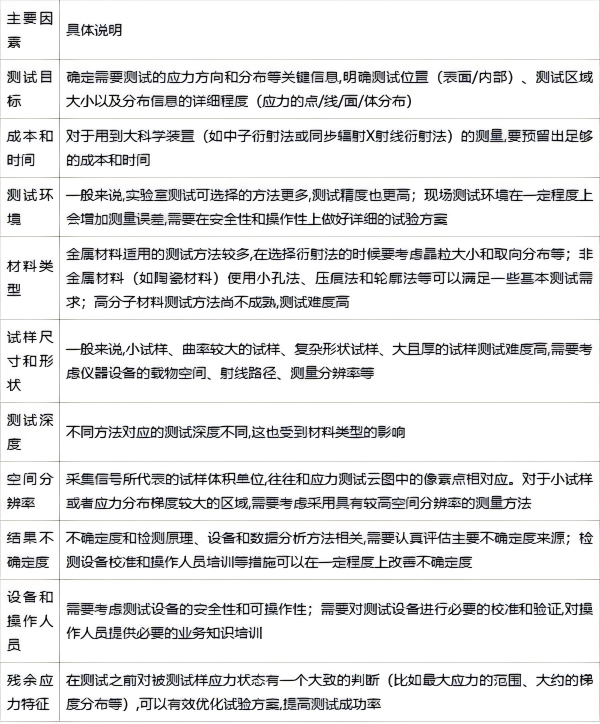
残余应力是指在没有外部载荷作用时,以平衡状态存在于构件内部的应力,它主要在切削加工、滚压、冷拉、铸造、焊接、增材制造、热处理等加工过程中产生,也会在服役期间因受到温度和应力等外场的长期循环作用而产生。根据应力平衡范围的尺度,通常将残余应力分为3类: 第I类残余应力又称为宏观残余应力,由工件不同部分的不均匀变形引起,平衡范围包括整个工件,尺度通常在毫米级别以上; 第II类残余应力又称为微观残余应力,由晶粒或亚晶粒之间的不均匀变形引起,平衡范围通常在微米级别,该尺度与晶粒尺寸大致相当; 第III类残余应力由工件内部的点阵缺陷(如空位、间隙原子、位错等)引起,平衡范围通常在几十至几百纳米,接近原子尺寸级别。一般认为,宏观残余应力是微观残余应力在不同尺度上累积的体现。 残余应力常常是有害的,当残余应力超过临界值时,会引起工件变形、开裂和破坏失效。此外,残余应力还会与各种外场(如温度场、磁场等)引起的工作应力相叠加,导致构件内应力重新分布;该过程不仅降低构件的刚度和尺寸稳定性,影响其疲劳强度、抗脆断性能、抗应力腐蚀开裂性能和高温蠕变开裂性能。研究发现:航空发动机的涡轮盘和涡轮叶片内部的残余应力会导致其在服役过程变形。影响发动机的工作状态和效率;深海油气输送管道焊缝中的残余应力可能影响管体焊缝缺陷的稳定性,导致管体在焊缝处开裂而发生泄漏,对海洋生态环境构成威胁;核电站结构件异种金属焊缝中的缺陷与焊接残余应力直接相关,存在较大的安全隐患。 随着我国工业水平的提升,人们对于高端制造、航空航天、核电能源、海洋工程等领域中存在的残余应力相关潜在危害日益重视。残余应力检测对于了解构件残余应力大小和分布,以及进一步控制残余应力具有关键作用。残余应力检测始于20世纪30年代,经过近百年的发展,至今已形成了十余种检测方法。 大致可分为两类:机械释放测试法和物理测试法。 机械释放测试法的原理为通过切割或钻孔等方式,使构件中的残余应力得到部分或全部释放,然后根据变形计算出原始的残余应力,主要包括小孔法、环芯法、剥层法、深孔法、全释放应变法等;此类方法因对被测构件进行切割破坏,所以不可重复测试,需在测试前制定详细的方案。 物理测试法的原理为通过测试残余应力作用下材料晶体结构的变化或对其他物理场的响应变化来测定残余应力,主要包括X射线衍射法、中子衍射法、同步辐射X射线衍射法、超声波法、磁测法和压痕法等;此类方法属无损测试或近似无损测试,构件完成测试后可以保持结构完整性并继续服役,但该方法会受到材料组织结构的影响,从而使测试结果失去准确性和可靠性。除传统检测技术外,随着微纳米结构材料工程的发展,残余应力检测技术逐渐向微观尺度深入,如拉曼光谱技术和聚焦离子束-数字图像相关法(FIB-DIC)。 表1汇总了常用的残余应力检测技术的原理、适用范围、相关标准、优缺点等,下文逐一进行详细介绍。 表1 残余应力检测技术对比 1、X射线衍射技术 X射线衍射方法是技术发展和工程应用最成熟的残余应力无损检测技术。其测试原理为残余应力会引起晶格畸变,从而改变晶面间距,通过X射线照射晶面发生衍射,测定衍射角的变化,从而推算出晶面间距变化,进而采用布拉格方程计算得到残余应力。基于晶格畸变的X射线衍射技术最早由俄国学者阿克先诺夫于1929年提出;1961年,德国学者Machearauch进一步提出了用于二维残余应力测试的sin² ψ法,促进了X射线衍射检测残余应力的实际应用和发展。我国对X射线残余应力测试的研究始于20世纪60年代中后期,王仁智和张亦良等一批学者开始利用日本理学株式会社生产的X射线衍射仪测试压力容器上的残余应力,标志着我国残余应力检测工作的正式开启。 X射线衍射技术自提出以来不断发展完善,是目前残余应力检测的主流方法,具有精度高、标准完善、操作便捷等优点,广泛用于晶体材料的残余应力测试;但是其穿透深度较浅,一般可测试的表面层深度仅为10~35μm,属于一种表面残余应力测试方法,在表面镀层和薄膜残余应力的测试上应用较多。综合电解抛光技术,X射线衍射技术可以测得从表面到内部约1mm深度的残余应力,可获得近表面不同深度的残余应力分布。此外,近年来发展起来的短波长X射线技术采用重金属钨靶X射线管作为射线源,可以大大增加X射线在样品中的穿透深度,针对镁合金的穿透深度可达厘米级;但现阶段该方法的标准还不完善,且测量时间过长等问题也在一定程度上限制了该方法的广泛应用。 2、同步辐射X射线衍射技术 同步辐射X射线衍射技术的测试原理为基于布拉格方程通过测试晶面间距并结合弹性力学计算得到残余应力,包括单色和多色(白光)同步辐射X射线衍射两种。单色同步辐射X射线衍射是将一束已知波长的X射线以不同角度照射到待测试样表面,收集衍射信号计算晶面间距;多色同步辐射X射线衍射是利用白光X射线以固定角度照射试样表面,收集不同能量的衍射信号计算晶面间距。一般来说,单色同步辐射X射线的光束强度相对较低,穿透能力要弱一些。 同步辐射X射线相对于传统X射线具有高能量、高亮度、高准直、高偏振、窄脉冲等多种优点,其穿透深度更大,能够实现更高的时间和空间分辨率。较高的空间分辨率有利于获得工程材料涂层、近表面以及裂纹尖端的应变分布,实现百微米范围的微区衍射和晶格应变测量;较高的时间分辨率则有利于开展原位加载情况下的动态应变以及相变应力演化信息的研究。该技术与小角X射线散射或小角中子散射结合,还可获取残余应力与缺陷尺寸和分布相关的信息,从而进一步开展材料裂纹尖端断裂机理的相关研究。STEUWER等利用同步辐射测试了铝锂合金裂纹尖端应变场,进一步获取了疲劳过载过程中裂纹尖端的应力演变,为认识材料在复杂加载条件下的力学行为提供了参考。同步辐射光源属稀缺资源,目前全球范围内的同步辐射光源实验室及仪器设备包括法国ESRF光源ID31/ID15、德国BESSY光源EDDI、英国DIAMOND光源I12、中国上海光源科学中心超硬多功能光束线站BL12SW、中国北京怀柔高能同步辐射光源谱仪工程材料线站ID07等。 3、中子衍射技术 中子衍射技术的测试原理同样为基于布拉格方程获取晶面间距并结合弹性力学计算残余应力,包括基于反应堆中子源和基于散裂中子源两种类型。反应堆中子源通过核反应堆产生的稳定中子束进行衍射,其特点为运行稳定、建设成本相对较低、适合长时间连续测试,相关谱仪有德国FRMII的STRESS SPEC、法国ILL的SALSA、澳大利亚ANSTO的KOWARI、中国先进研究堆(CARR)和绵阳研究堆(CMRR)应力谱议等;散裂中子源通过加速器产生高能质子束轰击重金属靶材产生的中子进行衍射,其特点为衍射角度和波长测量范围广、数据采集速率快、信息量大,适合研究复杂材料和原位加载试验,相关谱仪有英国ISIS中子源的ENGIN-X、美国SNS中子源的VULCAN、日本J-PARC中子源的TAKUMI、中国中子工程材料衍射谱仪等。其中,中国中子工程材料衍射谱仪依托散裂中子源(CSNS),由东莞材料基因高等理工研究院和散裂中子源科学中心合作共建,是国内首台基于飞行时间技术的中子工程材料衍射谱仪,为工程材料应力研究提供了重要的试验资源。 中子衍射技术在大尺寸工程部件残余应力测试方面有显著优势,这是因为与X射线相比,中子无电荷且具有很强的穿透能力,能够穿透厚重的工程材料,结合力学加载、高温、低温等复杂环境条件设置,可以实现大体积材料的内部残余应力原位测试,TURSKI等通过中子衍射技术检测了尺寸为880mm×870mm×315mm的冷铸WE43镁合金厚板的残余应力和分布,有效验证了有限元模型,采用工艺优化解决了产品开裂问题。中子衍射技术也可应用于复杂结构工程部件残余应力测试,可通过对试样进行三维形貌扫描建模,输入并关联到实验室坐标系和运动控制系统,设置扫描路径和测试时间后自动测试试样内部残余应力的三维分布。中子衍射技术也常常用于焊接管道的残余应力测试。WEN等采用英国ISIS中子源的ENGIN-X谱仪测试了油气输送双面埋弧焊UOE直缝焊管道残余应力,其样品尺寸为4mm×4mm×4mm,测试时间依据中子穿透路径设定,最长为25min,结果表明焊缝处最大拉伸残余应力仅为250MPa,不到母材钢板实际屈服强度(516MPa)的1/2。与同步辐射X射线衍射法类似,中子衍射法也存在资源稀缺、成本高昂等问题,并且中子衍射数据的处理和解析相对复杂,需要专业的技术和软件支持,这也增加了试验的分析难度和时间成本。 4、小孔法 小孔法,也称盲孔法,其测试原理为在材料表面钻一个小孔以破坏原有应力平衡,使周围区域产生弹性应变,通过应变片测试应变,并利用弹性力学计算残余应力。小孔法根据成孔方法可分为4类:低速钻孔(转速小于1000r·min−1)、高速钻孔(转速高达400000r·min−1)、喷砂打孔和电化学成孔。其中:低速钻孔法成本低,操作简便,广泛应用于工程实践中;高速钻孔法大幅度提高了测试效率,同时减少钻孔引起的热影响;喷砂打孔法适用于对表面粗糙度要求不高的情况,但对操作环境有一定要求;电化学成孔法不会对材料产生机械损伤,但对设备和技术要求较高。小孔法最早由德国学者Mather于1934年提出,至今已得到大量的研究。美国材料与试验协会(ASTM)于1981年正式颁布了《小孔法测量残余应力标准试验方法》标准,后经过多次修订不断完善,形成了现有的ASTM E837-20标准。我国也发布了包含高速钻孔方法A和低速钻孔方法B的GB/T 31310—2014《金属材料 残余应力测定小孔应变法》标准。 小孔法具有设备简单、成本低廉、操作便捷等优点,尤其在对大型构件进行现场测试时,其优势更为显著,广泛用于焊接结构、铸造件、热处理件等工程构件的残余应力测试,但也存在测试精度低等问题。用激光散斑干涉法替代传统电阻应变片来测试小孔周围的应变,可提高残余应力测试精度。乌克兰巴顿焊接研究所已基于激光散斑干涉法成功研制出激光全息小孔法设备,具有很高的测试精度和操作便捷性。 5、环芯法 环芯法的测试原理为在材料表面加工一个环形槽以使残余应力重新分布并释放,从而使周围材料产生弹性应变,基于测得的弹性应变,利用弹性力学计算残余应力。环芯法最早由德国学者Milbradt于1951年提出,经过多年发展,已成为大锻件转子残余应力测试的标准方法。上海电气上重铸锻有限公司等企业采用环芯法测试汽轮机大型转子锻件的残余应力,结果显示环芯法与X射线衍射法的测试结果有良好的一致性。 环芯法操作相对简单实用,能够提供局部区域的残余应力分布信息,这对于研究复杂构件如焊接接头或热处理件的应力集中现象尤为重要,但是该方法会对材料的局部产生破坏,且测试结果受钻孔精度和应变片安装质量的影响较大。常用的改进与优化方法包括:提高设备精度,通过提升钻孔设备和应变片的精度,可以更准确地测试释放后的应变;采用数字图像相关(DIC)和激光干涉法等光学技术替代传统的应变花,减少对材料的破坏,提高测试效率和精度;利用大数据分析和人工智能算法优化数据处理过程,提高残余应力分析的准确性和可靠性。 6、压痕应变法 压痕应变法的测试原理为采用球形压头通过机械加载在工件被测区域内制造一定尺寸的压痕,利用应变仪测量由压痕导致的应变增量,通过对比标定弹性应变与应变增量关系计算原始残余应力,根据测得的弹性应变增量基于弹性力学和标定计算常数计算残余应力分布。压痕应变法会在被测表面留下较小的压痕,但是一般不会影响构件的使用,可看作近似无损测试。压痕应变法最早由陈亮山在1993年第七届全国焊接学术会议上提出,随后由于哲夫等采用数值分析方法进行了理论分析验证。经过30的发展,压痕应变法的测试灵敏度和稳定性稳步提升,已形成相应的国家标准GB/T 24179—2023《金属材料残余应力测定压痕应变法》。 压痕应变法的优点在于操作简便快捷,测试所需空间小,具有一定的工程实用性,目前在我国工程现场测试中正逐步取代低速钻孔法。然而,该方法仅适用于硬度不大于50 HRC的金属材料的表面残余应力测试,且在新材料应用前需要进行应力计算系数试验或数值模拟标定。尽管如此,压痕应变法仍被认为是一种非常有应用前景的残余应力测试方法。 7、超声波法 超声波法的测试原理为利用沿应力方向传播的超声临界折射纵波波速与应力之间的线性关系对构件内部的残余应力进行定量表征。超声应力检测装置主要包括声波发射器、接收器、换能器、脉冲/回波系统、数据采集和信号处理单元、数据分析软件、显示和存储设备以及控制系统。发射器产生高频超声波,换能器将其传入材料中,接收器接收反射波并将其转化为电信号,数据采集系统记录这些信号,信号处理单元进行噪声滤除和信息提取,数据分析软件通过计算超声波传播特性与材料应力状态的关系来评估残余应力。 超声波法作为一种无辐射污染的无损检测技术,不会对被测材料造成损伤,具有快速、低成本等特点,且仪器便携,非常适合于工程现场的应力检测,能够在短时间内完成大面积的应力检测。超声波由于方向性好、发射定向,所以穿透深度大,特别适用于对涂覆层下的残余应力进行测试。徐春广等利用超声法对新疆克拉玛依“西气东输”管道焊缝残余应力进行现场检测,得到的残余应力较高的位置和后续的爆管验证试验所得的危险区域基本符合,是超声法现场测试残余应力的成功案例。然而,超声法得到的是被测区域的平均残余应力,其空间分辨率比较小,并且由于声速受到被测试样温度、晶粒尺寸等方面的影响,测得的残余应力数据波动较大,重复性不好,在实际工程应用中,需要进行相应的数值补偿。目前,为了提高超声波法的测试精度,研究者正在探索新的数据处理算法和测试技术,不断更新换代超声波测试设备,以减少温度、材料晶粒尺寸等因素的影响,提高残余应力测试精度。 8、轮廓法 轮廓法是目前测试精度最高的有损检测技术之一,其理论基础为Bueckner叠加原理,即内部存在残余应力的试样沿特定截面切开时,应力释放并重新分布进而导致变形。该方法操作步骤如下:利用电火花线切割将试样沿需要评估残余应力的截面完整切开,使用三坐标测量机对切割面的三维形貌进行变形测试,将收集到的变形数据进行数据处理,并通过线弹性有限元模型三维建模来计算导致微变形的原始残余应力分布。轮廓法最早由美国劳斯阿拉莫斯国家实验室的工程师Prime博士于2000年在第六届国际残余应力会议上提出,经过20的发展与完善,已得到广泛应用。 轮廓法的优势在于测试精度高和适用范围广,其空间分辨率主要取决于轮廓测试点阵的密度和有限元网格的划分,一般测量点间距和对应的有限元建模网格尺寸最小可至100μm左右,测试精度最高可达±20MPa。轮廓法能够提供垂直于切割面的二维残余应力分布,适用于外形尺寸复杂、应力梯度变化较大的试样,并且不受微观结构(如大晶粒或有明显织构取向)的影响,适用于内部结构复杂的试样。轮廓法的缺点在于计算应力方向单一、测试深度较小等,在测试精度、数据处理和设备标准化等方面仍有进步空间,需要持续的技术创新和方法优化。通过将轮廓法与X射线衍射法相结合,基于应力叠加原理可以获得测试切割面上另外两个方向的应力分布,实现构件残余应力的三维测试;该方法排除了单一方法可能引入的技术性系统偏差,可以获得更为可靠的数据结果,还可以基于结果的对比分析,精准找出解决材料和装备制造工艺以及设备运行存在的问题,从而提出并制定切实有效的解决方案。通过使用特大部件切割设备可以提高轮廓法的测试深度,对镍合金最高可以超过600mm,相比中子衍射技术(30mm)大大提高。 总的来说,轮廓法虽然存在一些问题,但还是凭借其独特的优势以及不断的技术改进优化被广泛用于航空、航天、核电、石油天然气、先进制造、铁路和轮船制造等领域的残余应力检测。 9、聚集离子束-数字图像相关(FIB-DIC)技术 近年来,材料微纳米加工工艺技术得到快速发展。了解材料的微纳米力学行为、分析与控制加工过程中工件产生的微观残余应力,对于设计与制备具有良好力学性能匹配的材料、提升工件的服役能力具有重要作用。为了更好地表征材料微纳米尺度上的残余应力分布,研究者开发出一种新型的FIB-DIC技术,将聚焦离子束(FIB)和数字图像相关(DIC)技术相结合,利用FIB进行微纳米级别的切割和成像,同时利用DIC对切割前后的图像进行分析,从而获得材料表面的微小应变分布,并结合胡克定律将应变数据转换为应力。MCCARTHY等首先使用FIB技术在薄膜材料表面切取悬臂试样,研究了应力释放对薄膜曲率变化的影响;KANG等开发了FIB铣槽技术,并结合基于DIC的高分辨应变绘图软件,成功测试了薄膜材料的微观残余应力分布,证实了FIB-DIC技术的可行性。为完善与发展FIB-DIC技术的理论基础与试验手段,研究者先后研发出如钻孔法、环芯法、铣槽法、H条型法与显微悬臂法等材料切取技术,并与高分辨扫描电镜(SEM)等显微表征手段结合,以提高其应变空间分辨率和测试精度。ZHU等使用FIB-DIC微纳米压痕技术测试了未来聚变反应堆用Eurofer97焊接件中的残余应力分布,发现焊接热影响区表现出约30%的拉伸残余应力软化现象,认为在微观尺度上观察到的残余应力是造成宏观残余应力的主要原因。YUE等使用FIB-DIC环芯铣削技术研究了机加工Ti-6Al-4V合金表面残余应力对硬度的影响,发现残余压应力与微观结构变化的共同作用导致表面硬度增加,且残余压应力的释放不会引起表面微观结构的显著变化。KROTTENTHALER等研究发现,通过铣槽法或环芯法切取试样会引入梯度分布应变场,从而导致残余应力测试出现误差。基于此,他们提出了一种创新的材料切取技术——H条型法,通过在试样表面采用高精度设备切出尺寸和位置精确的H形切口,使得切口区域产生可控的局部应变场,并根据已有的力学模型或者有限元分析,将这些应变数据转化为残余应力的分布信息。H条型法凭借其精细的切割方式和高精度的应变分析,为解决铣槽法或环芯法等传统方法的误差问题提供了有效的途径,不仅提高了测试精度,也为材料性能研究和工业应用提供了重要的技术支持。通过与SEM结合,FIB-DIC技术的空间分辨率可达到微纳米级别,并且通过SEM还可以对工件进行实时观察,精确定位特定的组织结构,从而获得目标区域的微观残余应力分布。 FIB-DIC技术具有空间分辨率和测试精度高等优点,在材料微观残余应力测试上有着独特的优势,被广泛应用于涂层材料、薄膜材料、金属材料、高分子材料、复合材料的残余应力测试;但该方法存在仪器笨重、操作成本高、不适合现场测试等缺点,这也限制了其在工业上的进一步应用。 10、仪器化压入技术 残余应力会影响材料的力学性能,因此可以将应力状态下的力学性能与无应力状态下的力学性能进行对比来评估残余应力的分布状态。例如,材料内存在的垂直于硬度测试压入方向的单/双轴残余拉应力会在压入过程中累积在最大剪切应力面上,导致更大的塑性形变,从而降低硬度,反之则增加硬度,而残余压应力的影响面可能不与最大剪切应力面重合,因此对硬度影响有限。基于硬度反映残余应力分布理论提出的仪器化压入(也称纳米压痕)技术,通过记录和分析压入过程中的试验力和压入深度曲线来获得被测材料的压入硬度、模量和屈服强度等力学参数,再通过诸如La Fontaine和Suresh等力学模型将力学性能参数转化为残余应力。La Fontaine模型是较早被提出可以将硬度转化为残余应力的解析模型,然而,由于硬度受到残余应力的影响有限,变化值一般不会超过10%,且模型中的假设条件为无应力均匀半空间,与实际并不相符,因此该模型的准确性和适用范围受到很大限制。为了进一步理解残余应力对硬度测试影响的内在机理,TSUI等选取材料固有属性弹性模量为参考,研究了残余应力变化对材料弹性模量的影响,结果表明残余拉应力使弹性模量降低,残余压应力使弹性模量增加,与硬度的变化高度相似。但是,弹性模量作为材料固有属性,不应该受到残余应力的影响。通过进一步分析,TSUI等发现:残余应力实际上是通过影响接触刚度,改变了基于接触力学计算得到的接触面积、硬度和模量结果,而通过直接测量接触面积计算得到的模量和硬度是不变的;有限元数值模拟结果表明,残余应力会影响到压痕周围的堆积和压陷,这也是残余应力会影响硬度和模量测试结果的根本原因。基于这个结论,建立了使用接触面积评估残余应力的Suresh解析模型,该模型以压入力-位移加载曲线为依据,通过有无应力状态的接触面积比来计算残余应力:相比无应力试样,存在残余拉应力试样的压入力-位移加载曲线斜率会降低,而存在残余压应力试样的压入力-位移加载曲线斜率会增加。Suresh模型推动了仪器化压入技术检测残余应力的发展,但是需要对压痕大小进行直接测量,这在一定程度上限制了其推广应用。LEE等对Suresh模型进行了优化改进,利用无应力状态试样的压入载荷-深度曲线计算模量,并利用该模量作为输入条件,计算得到残余应力试样的实际接触深度和接触面积,进而得到压入载荷和接触面积之间的经验函数,并在此基础上计算残余应力,结果表明此方法的计算准确性更高。 仪器化压入技术为近似无损检测技术,具有操作简单、适用范围广、数据信息丰富、标准化程度高、能够快速获得多个力学性能参数的优点,广泛用于工业领域尤其是管道残余应力的现场测试上,并且在核电领域也有很好的应用前景。但是,该技术不适用于软质材料,存在需要对比基准,计算模型普适性、可靠性和一致性还需要进一步系统研究等问题。 11、深孔法 深孔法的测试原理为基于弹性应变释放假设,通过测量不同深度截面上的孔径变化量,计算得到材料内部应力沿深度方向的分布规律。深孔法最早由英国接研究所的Leggatt等开发,并由英国布里斯托大学的Smith等进一步发展应用。 深孔法穿透力强,可测试不同厚度(最深可达450mm)金属材料中的残余应力,是评估厚截面材料内部残余应力的有效工具;测量精度较高,对于钢、铝和钛,其测试精度分别可达30,10,15 MPa,满足多数工程需求。深孔法通过按增量步套取圆柱体并多次测量参考孔直径,可以有效避免塑性变形的影响,提高测试准确性,并且通过逐步优化和完善操作步骤,可以在不显著影响被测部件结构完整性的前提下进行有效测量。经过多年发展,深孔法技术相对成熟,有完善的理论基础和丰富的试验支撑,但是也存在准备工作复杂、成本较高、测试时间较长、环境条件要求高、后期处理复杂、误差来源多样(如参考孔表面粗糙度、空气塞规测量重复性、弹性模量和应力释放时塑性区的影响等)等问题,在选择和应用该技术时,应充分考虑优缺点,结合具体情况进行权衡,以期达到最佳测试效果。 残余应力检测技术的选择 每种残余应力检测技术都各有优缺点,需要综合考虑多方因素来进行选择,如测试目标、成本和时间、测试环境、材料类型、试样形状尺寸、测试深度、空间分辨率、结果不确定度、设备和操作人员经验和残余应力特征等,表2列出了常见因素及考虑重点。一般来说,对于工业应用场景,X射线衍射法因具有实时现场测试和操作简便等优点而应用最为广泛,若待测试样为大晶粒或者具有明显织构取向的金属材料,可考虑采用小孔法或者环芯法代替;对于测试精度和空间分辨率不高的应用场景,可考虑采用成本低、效率高的超声法或磁测法;对于需要测试大构件内部残余应力时,可考虑采用中子衍射法或同步辐射X射线衍射法,但这两种技术成本高、时间长,如果不介意损坏待测试样,可考虑采用深孔法或轮廓法。此外,也可以多种方法结合来进行残余应力检测,以实现互补和相互验证。例如,欧洲核电安全条例要求采用两种不同测试原理的残余应力检测技术对核电异种金属焊接管道进行残余应力测试,一般先采用中子衍射法进行无损检测,再利用轮廓法得到更高空间分辨率的环向和轴向残余应力分布云图。总的来说,在开展应力检测工作之前,要综合考虑多方因素,做好测试方案。


免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”