
金属材料的腐蚀种类和控制方法
2025-06-20 11:05:50
作者:本网发布 来源:左右名言
分享至:


腐蚀是自然界和工业中普遍存在的现象。在工业生产、工程施工以及日常生活中,每年因为腐蚀造成大量的经济损失。理解腐蚀的本质及其分类,对材料保护、工业生产安全和工程安全有着重大意义。

一、腐蚀的定义
材料的失效有三种形式,即机械破坏、磨损和腐蚀。纯粹的机械破坏和磨损并不多见,通常可以在机械破坏和磨损中找到腐蚀的影子,也就是说大多数破坏形式都有腐蚀产生作用。
腐蚀是指材料(通常是金属)或材料的性质由于与它所处环境的反应而恶化变质。此定义包含了以下三个方面的研究:
1)材料:包括金属材料和非金属材料,它是腐蚀发生的内因。
2)环境:它是腐蚀的外部条件。包括介质、温度、流速、压力等都会对腐蚀起到或快或慢的作用。
3)反应种类:金属材料与环境发生化学或电化学反应,非金属材料与环境发生溶胀、溶解、老化等反应。
二、金属腐蚀的类型
2.1按照腐蚀反应的机理可以分为化学腐蚀和电化学腐蚀。
电化学腐蚀是最普遍、最常见的腐蚀,是金属与电解质溶液发生电化学作用而产生的破坏,在腐蚀工程中有电流流动(电子和离子的运动)。而单纯的化学腐蚀是很少的,因为通常都会有水分的存在,使得化学腐蚀转变为电化学腐蚀。
2.2按照腐蚀的形态可以分为全面腐蚀和局部腐蚀。
全面腐蚀:腐蚀的分布和深度相对较均匀。碳钢在强酸中发生的腐蚀就属于均匀腐蚀,这是一种质量损失较大而危险性相对较小的腐蚀,是可以计算腐蚀率,并在设计时将此因素考虑在内(腐蚀余量)。
局部腐蚀:腐蚀主要集中在金属表面某些极小的区域。由于腐蚀的分布和深度很不均匀,常在整个设备完好的情况下,发生局部穿孔或破裂而引起严重事故。所以危险性很大。常见的局部腐蚀有以下一些形式。
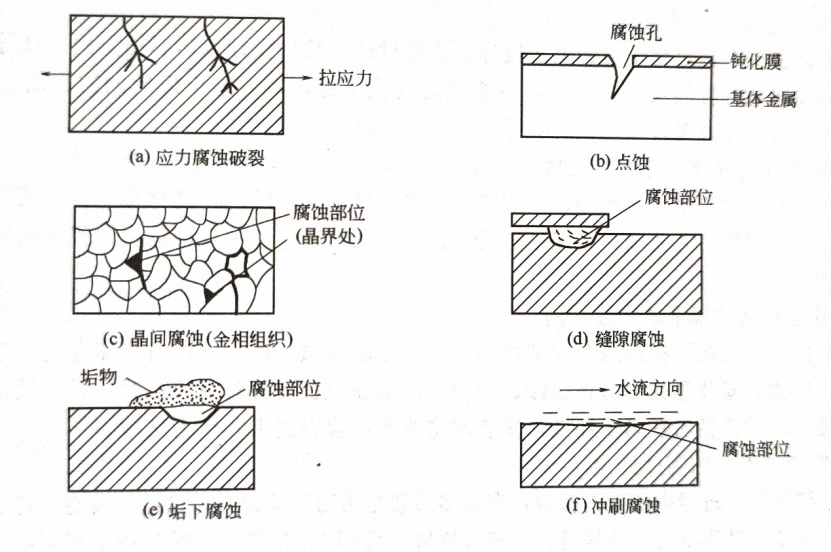
1)应力腐蚀破裂:在局部腐蚀中出现的最多,造成的损失也最大。例如,碳钢、低合金钢处在熔碱、硫化氢或海水中,奥氏体不锈钢(18-8型)在热氯化物水溶液中(NaCl、MgCl等溶液)会发生此种破坏。裂纹特征在显微观察下呈枯树枝状,断口呈脆性断裂。
2)点蚀(小孔腐蚀):破坏主要集中在某些活性点上并向金属内部深处发展,通常腐蚀深度大于孔径,严重的可使设备穿孔。不锈钢和铝合金在含CI-的水溶液中常发生此种破坏形式。
3)晶间腐蚀:腐蚀发生在晶界上,并沿晶界向纵深处发展,从金属外观看不出明显变化,而被腐蚀的区域强度丧失。通常晶间腐蚀出现于奥氏体不锈钢、铁素体不锈钢和铝合金的构件中。
4)电偶腐蚀:不同金属在同一电解质中互相接触所发生的腐蚀。例如,热交换器的不锈钢管和碳钢管板连接处,碳钢将加速腐蚀。
5)缝隙腐蚀:在电解质溶液中,腐蚀发生在具有一定宽度的缝隙内,如法兰连接面、焊缝等处。多数金属材料会发生此种腐蚀。如发生在沉积物下面,则为垢下(沉积物)腐蚀。
扩展阅读:换热器钛复合板密封面腐蚀
其他局部腐蚀还有冲刷腐蚀、选择性腐蚀(例如黄铜脱锌)、氢脆、空泡腐蚀等。
三、腐蚀的控制
3.1过程控制
1)设计过程中的的腐蚀控制:包括选材、工艺设计、强度设计、结构设计及防腐蚀方法选择等。

2)加工制造工程中的腐蚀控制:从投料、冷加工、焊接、热处理、酸洗、钝化及防腐每道工序都加以控制,符合制作工艺要求,确保制造质量。
3)储运安装过程中的腐蚀控制:设备在库存期间应防止大气腐蚀,运输、安装过程中防止碰撞、划伤。安装时防止残余应力过大和应力集中。
4)生产过程中的腐蚀控制:严格控制操作过程中的工艺参数,有许多参数是为防腐蚀或与防腐蚀有关而制定的,如操作温度、湿度、操作压力、流速(流量)及CI-浓度等。
5)设备维修过程中的腐蚀控制:设备在维修过程中,若因未清洗干净、清洗液未放净、电焊渣的飞溅、重新安装时的残余应力过大等都会造成腐蚀。
3.2技术措施控制
针对不同腐蚀类型(全面腐蚀、局部腐蚀、特殊环境腐蚀等),结合具体工况采取针对性技术手段,从材料防护、电化学保护、表面处理、缓蚀剂应用等方面实现精准控制:
1)材料防护技术
耐腐蚀材料选择:根据介质特性(如酸、碱、盐、氧化性或还原性)选用适配材料。如烧碱(NaOH)溶液中,常温下可选用碳钢,高温(>130℃)高浓度(>30%)时需采用镍基合金(如Inconel 600)或铸铁(如高硅铸铁)。

表面涂层与衬里:包括有机涂层(环氧树脂、聚氨酯、聚四氟乙烯)、无机涂层(热喷涂、搪瓷)、衬里防护(如丁基橡胶、如聚丙烯PP、聚偏氟乙烯PVDF)
2)电化学保护技术
阴极保护:通过外加电流或牺牲阳极,使金属表面阴极化,抑制阳极溶解。
阳极保护:针对可钝化金属(如不锈钢、铝),通过外加电流使其表面形成钝化膜。
扩展阅读:寻求一种金属防腐蚀的策略:实施牺牲阳极阴极保护法
3)缓蚀剂应用
在腐蚀介质中添加少量缓蚀剂,通过吸附、成膜或抑制电化学反应减缓腐蚀。
4)表面处理与改性
钝化处理:不锈钢设备焊接后,通过硝酸钝化去除表面氧化皮,形成致密Cr₂O₃膜,防止晶间腐蚀。
磷化处理:对碳钢部件进行磷化,生成磷酸铁盐保护膜,增强耐大气腐蚀能力(如设备支架、螺栓)。
5)腐蚀监测与预警
利用在线监测技术实时反馈工艺参数(如Cl⁻浓度、含水量)变化对腐蚀的影响。
定期检测评估,采用无损检测(NDT)技术,如超声波测厚(UT)检测管道壁厚减薄情况,涡流检测(ET)排查不锈钢设备的应力腐蚀裂纹。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章
无相关信息

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:10599

腐蚀与“海上丝绸之路”
点击数:8172