



某火电厂水冷壁管,炉膛中心温度高达1500℃以上,管子没烧坏。反而在600℃左右的区域,两年不到就腐蚀减薄了2mm。
疑惑不解的是:“温度高的地方没事,温度低的地方反而烂了?”
其实答案藏在580℃这个数字里。锅炉高温腐蚀最快的地方,从来不是火焰中心,而是一个特定的“腐蚀温度窗口”。
01 腐蚀最快的温度段:550-700℃,580-590℃峰值
高温腐蚀存在一个“黄金腐蚀温度区”。
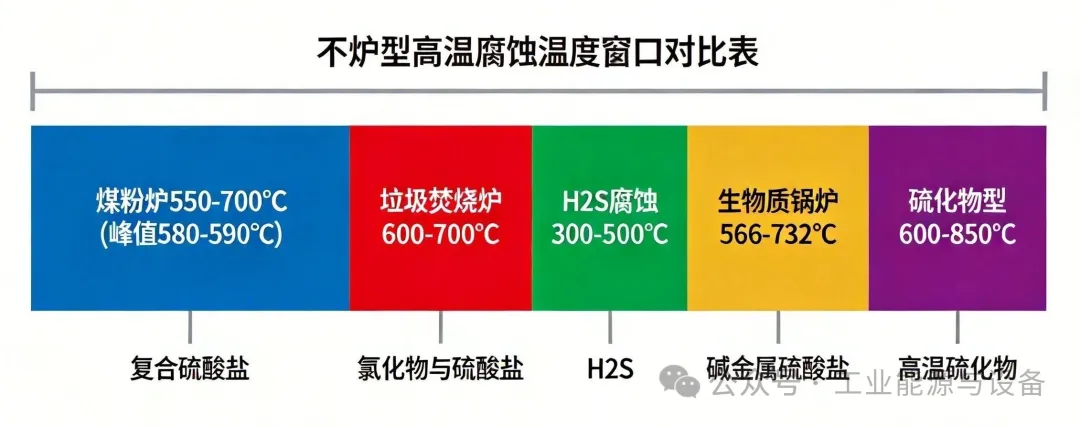
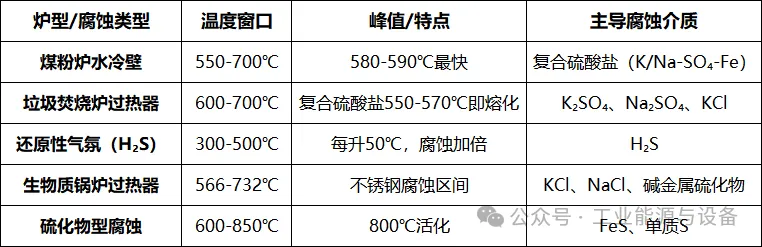
研究表明,这个温度界限,一般在550℃-700℃之间,且580℃-590℃的温度下腐蚀速度最快。垃圾焚烧炉的高温过热器同样如此,当温度为600-700℃时腐蚀速率达到最大。复合硫酸盐型腐蚀也在550-710℃范围内呈液态凝结在管壁上,破坏管壁表面的保护性氧化膜。
为什么是这几十度的温度“最要命”?
因为在这个区间,腐蚀产物刚好呈现液态或半熔融状态。碱金属与SO₃生成的复合硫酸盐(如Na₃Fe(SO₄)₃、K₃Fe(SO₄)₃)在550℃以上开始熔化,呈粘性熔盐状态附着在管壁表面。其基本反应为:碱金属氧化物与SO₃反应生成M₂SO₄(M=Na/K),再与Fe₂O₃和SO₃反应生成低熔点复合硫酸盐。太低了是固体,粘不住也反应慢;太高了是气体,直接吹走。就是这几十度的液态区间,腐蚀物刚好糊在管壁上反复反应,一烧就是好几年。
02 不同炉型的温度窗口
不同燃料和炉型,腐蚀温度窗口略有差异:
煤粉炉水冷壁:550-700℃,峰值580-590℃。这是高温腐蚀最常见发生区,大量实测案例集中在这一区间。
垃圾焚烧炉过热器:600-700℃。垃圾焚烧含氯量高,KCl/NaCl是腐蚀主角,复合硫酸盐在550-570℃即熔化成液态,温度窗口比煤粉炉略高。
还原性气氛下(H₂S腐蚀):300-500℃。据研究表明,在还原性气氛下,烟气中H₂S的浓度大于0.01%时,会对钢材产生强烈的腐蚀作用,特别是在300℃~500℃范围内,其腐蚀性最强。管壁外表面温度每升高50℃,腐蚀程度增加一倍。
生物质锅炉过热器:不锈钢管壁的碱金属硫化物腐蚀温度区间为566-732℃。生物质中碱金属(钾、钠)含量高,氯含量也高。KCl在高温下挥发,生成的FeCl₃熔点仅282℃,极易挥发,对保护膜破坏严重。
03 为什么高温区反而“安全”?
炉膛中心温度虽高达1500℃以上,但有两个原因让那里相对安全:
第一,腐蚀物被“吹走”。温度过高时,腐蚀产物呈气态,无法在管壁表面停留积累,反而被高速烟气带走。腐蚀是化学反应,需要反应物在表面停留足够时间——温度太高,留不住。
第二,氧化膜自修复快。高温下金属表面氧化膜生成速度快,只要不被破坏,就能形成动态保护。而在550-700℃区间,氧化膜刚好被腐蚀性熔盐溶解破坏,生成速度又跟不上,形成“破坏快、修复慢”的循环。
04 预防措施
知道了“凶手藏在580℃”,就能对症下药:
运行调整:
-
控制管壁温度偏离腐蚀峰值区间,避免长时间运行在550-700℃
-
合理配风,防止火焰贴壁冲刷
-
控制过量空气系数,降低还原性气氛
材质升级:
-
选用耐腐蚀合金钢,如TP347H奥氏体不锈钢,其使用温度在625~649℃之间
-
水冷壁、过热器做抗腐蚀喷涂处理。尽管一次性投资高,但可避免因腐蚀减薄而频繁停炉换管,对长期运行来说还是合算的
添加剂:
-
生物质锅炉可添加高岭土,抑制碱金属氯盐沉积
-
掺烧高灰熔点煤种,降低结焦腐蚀风险
一张表看懂:不同炉型高温腐蚀温度窗口
写在最后
记住三句话:
-
高温腐蚀看温度,580-590℃最要命
-
液态熔盐糊管壁,一烧就是好几年
-
避开峰区调工况,材质喷涂是关键
高温不烧穿,中温却烂透——别把腐蚀锅甩给最高温。
转发那个还在以为是“炉温太高”烧坏的兄弟
高温腐蚀最快的地方不是1500℃的火焰中心,而是580℃的管壁。别找错敌人了。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”